
Product
Product Information
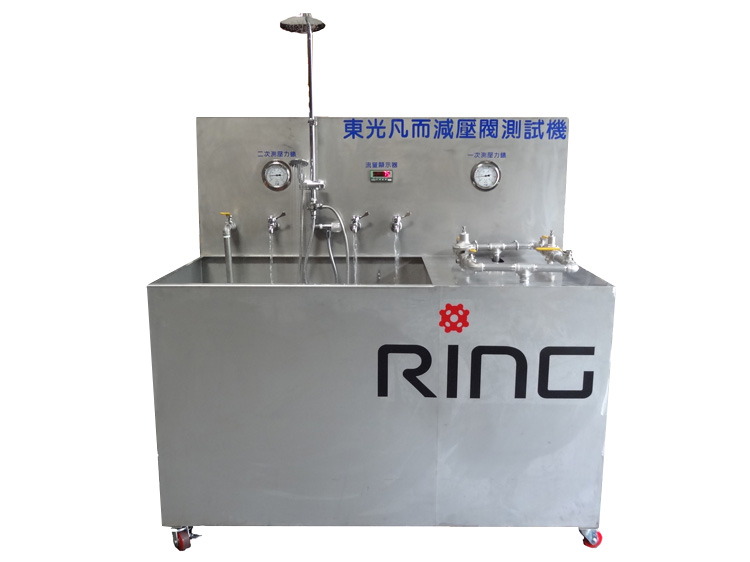
Product Features:
- 1.Multi-Functional Valve Testing: Specifically designed for testing pressure reducing valves used with water, air, or oil.
- 2.Automatic Pressure Control System: Simulates various inlet and outlet pressure conditions to test valve opening, closing, and regulation performance.
- 3.Data Monitoring & Recording: Equipped with pressure sensors and flow meters for real-time monitoring of pressure difference and regulation performance; supports data saving and export.
- 4.Adjustable Test Parameters: Inlet/outlet pressure, test duration, and leakage range can be customized to meet different test requirements.
- 5.Enhanced Safety Design: Includes pressure relief valves, protective shields, and warning indicators to ensure safe operation.
- 6.Easy Operation: HMI touchscreen interface supports one-touch start and fully automated process control.
Specifications:
- 1.Applicable Valve Size: 1/2" ~ 6" (custom clamping fixtures available)
- 2.Test Medium: Water / Air / Oil (as required)
- 3.Inlet Pressure Range: 0 ~ 10 bar (adjustable)
- 4.tlet Pressure Setting Range: 0.5 ~ 8 bar (depending on valve type)
- 5.st Items: Opening pressure, regulation performance, pressure differential, sealing/leakage test
- 6.essure Accuracy: ±0.05 bar (depending on sensor grade)
- 7.eration Mode: Switchable between automatic and manual
- 8.rol System: PLC + HMI touchscreen with data logging capabilities
- 9.wer Supply: AC 220V / 380V (50/60Hz)